 当前位置:
当前位置:

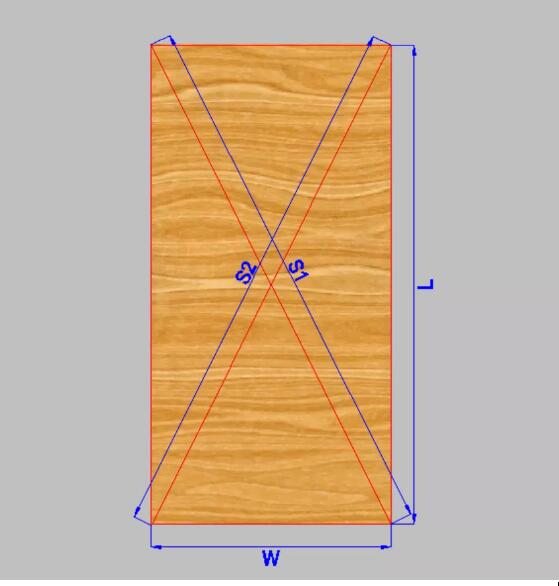
数控开料机切割出来的矩形板材,测量的 对角线应该相等,如下图,即S1=S2 ;
调试方法:
1、手动在板子上划出一个矩形边框,用卷尺测量其对角线。材板的尺寸越大,测量出来的尺寸越..,1200mm*2400mm 的大板对角线的误差范围应在0.5mm以内,超出这个数值,将会很明显的影响加工效果。
2、如果对角线误差过大,需要调节龙门横梁与Y轴导轨的垂直度。松开龙门横梁与立柱之间的连接螺丝,在通电状态下左、右反向推龙门横梁,比如:S1比S2长,那么龙门横梁左侧向前推,龙门横梁右侧向后推。推完后,锁紧螺丝后继续重复第1步操作。
3、专业人员也可通过调整 Y轴的2个驱动电机的正反转参数,来代替人工推龙门横梁,不建议非专业人员以此方法调整对角线,若操作失误容易使龙门扭曲变形。
2
定位气缸
数控开料机的定位气缸,应在一条直线上,且"左侧"和"前侧"的定位气缸须成90°夹角。
调试方法:
1、调试定位气缸前,必须先调整"对角线"。
2、调节 左侧定位气缸:主轴上装一把直刀,以左侧 其中一个定位气缸为基点,让直刀的侧面贴近定位气缸的内侧面,然后让主轴向后"Y+"方向移动到第二个定位气缸的位置,通过调节该定位气缸的调节螺丝,使定位气缸内侧面贴近主轴上的直刀侧面。以此类推。注意在调节过程中,主轴不要左右移动(X轴方向)。
3、调节 前侧定位气缸:主轴上装一把直刀,以前侧其中一个定位气缸为基点,让直刀的侧面贴近定位气缸的内侧面,然后让主轴向右"X+"方向移动到第二个定位气缸的位置,通过调节该定位气缸的调节螺丝,使定位气缸的内侧面贴近主轴上的直刀侧面。注意在调节过程中,主轴不要前后移动(Y轴方向)。
3
工件原点(对穿孔)
数控开料机的 "X轴"、"Y轴"工件原点,必须在"左侧定位气缸"和"前侧定位气缸"的 边靠夹角顶点 处。
PS:工件原点设置的越准确,翻面加工的对穿孔越..。
调试方法:
1、调试定位气缸前,必须先调整"对角线"和"定位气缸" 。
2、X轴工件原点 :T1 装一把8mm直刀,缓慢移动主轴,让直刀的侧面贴近左侧定位气缸内侧,然后抬起主轴,向"X-"方向移动"4mm",在该位置"X清零"或将当前位置的"机械坐标值"输入工件坐标系"X轴"的位置。
3、Y轴工件原点 :T1 装一把8mm直刀,缓慢移动主轴,让直刀的侧面贴近定位气缸的内侧面,然后抬起主轴,向"Y-"方向移动 "4mm",在该位置"Y清零"或将当前位置的"机械坐标值"输入工件坐标系"Y轴"的位置。
4
侧孔
1、偏心孔中心到边的距离应该等于侧孔中心到边的距离。
即:L1+7.5=L2+4
2、侧孔 应在板件厚度的中间位置。
即:A1=A2
调试方法:
1、调整数控侧孔机刀具和探头的偏置距离。
2、调整数控侧孔机的高度调节阀,不同厚度的板材都需要调整。
